











































Bij het gebruik van een lasersnijmachine om metalen materialen te bewerken, staat de uiteindelijke lasersnijkwaliteit voorop. Voor de metaalfabrikanten, als de lasersnijkantkwaliteit hun standaard niet kan bereiken, zal dit het materiaal verspillen, de productie-efficiëntie verminderen en de productiekosten verhogen. Voor individuen die lasersnijden als hobby hebben of die hun brood verdienen met lasersnijden, moeten ze zich ook richten op de lasersnijkwaliteit zodat ze goede producten kunnen maken. Lasersnijmachine speelt een uitstekende rol in de metaalverwerkende industrie. Het heeft een hoge snij-efficiëntie en een goede snijprecisie. Gebruikers moeten de basisvaardigheden van de kwaliteitscontrole van lasersnijden en het oplossen van problemen met lasersnijden onder de knie hebben, zodat ze de uitstekende verwerkingsprestaties van de lasersnijmachine echt kunnen uitoefenen.
Dit artikel vat alle informatie samen over de kwaliteitscontrole van lasersnijden en het oplossen van problemen met lasersnijden. En ik hoop dat het gebruikers kan helpen om de lasersnijkwaliteit soepel te controleren bij daadwerkelijke bewerkingen en om hoogwaardige lasersnijresultaten te bereiken.
Werkingsprincipe van lasersnijden van metaal:
Om beter te begrijpen hoe de lasersnijmachine metaal snijdt, kunnen we naar deze afbeelding kijken om het werkingsprincipe van lasersnijden van metaal te leren.
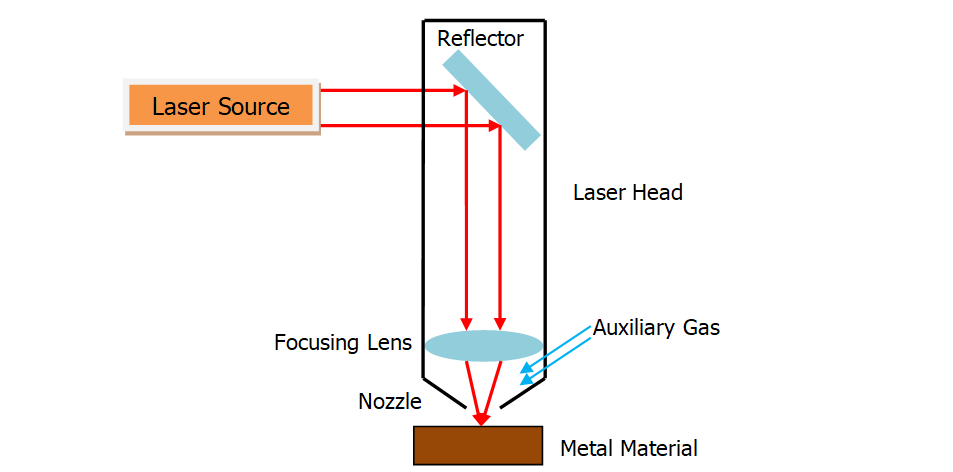
Het lasersnijden van metaal omvat hoofdzakelijk de volgende vier stappen:
- De laserbron zendt een hoogenergetische laserstraal uit. En de laserstraal reflecteert op de reflecterende lens en stelt scherp op een plek door de focuslens.
- De laserstraal gaat door het mondstuk. En tegelijkertijd wordt het hulpgas coaxiaal met de laserstraal ook vrijgegeven door het mondstuk.
- De laserstraal richt zich op het werkstuk. En de sterk geconcentreerde energie overschrijdt het smeltpunt en het verdampingspunt van het metaal, waardoor het onmiddellijk smelt, verdampt en een gat vormt.
- De lasersnijkop draagt de laserstraal om te bewegen volgens het vooraf ingestelde pad en maakt de gaten continu, waardoor een snijnaad wordt gevormd.
Lasersnijden is een proces waarbij laserstraal, hulpgas en mondstuk samenwerken. Als het laservermogen, gas, mondstuk en voedingssnelheid correct zijn ingesteld, kunnen we een gladde kerf op het werkstuk bereiken. Gebruikers weten echter vaak niet hoe ze de kwaliteit van hun lasersnijden moeten beoordelen en wat de oorzaak is. Laten we daarom in het volgende gedeelte vertrouwd raken met het controleren van de lasersnijkwaliteit.
Hoe de lasersnijkwaliteit te controleren?
Het controleren en evalueren van de lasersnijkwaliteit is het uitgangspunt van de lasersnijkwaliteitscontrole. Gebruikers kunnen de lasersnijkwaliteit controleren aan de hand van de volgende aspecten.
Piercing kwaliteit
In de meeste gevallen moet de lasersnijkop aan het begin van het lasersnijproces een klein gaatje in het oppervlak van het werkstuk slaan en vervolgens de lineaire beweging voortzetten. En dat ponsproces wordt ook wel piercing genoemd. Piercingkwaliteit is een van de essentiële aspecten om te testen of de lasersnijparameters juist zijn. Als er abnormale vonken, abnormale geluiden of een grote piercingopening zijn tijdens het piercingproces, is dat een manifestatie van onjuiste lasersnijparameters.
Snijmaat
Over het algemeen zijn de meeste metalen werkstukken die door lasersnijmachines worden gesneden, mechanische onderdelen, dus de snijmaat moet correct zijn voor een soepele montage. Meet met een schuifmaat of de snijmaat van het werkstuk voldoet aan de eisen en de tolerantie van de lasersnijmachine niet overschrijdt. Bovendien moet u controleren of het uiteindelijke lasersnij-effect hetzelfde is als het vooraf ingestelde snijpad. Soms is het lichtpad onjuist vanwege onjuiste instellingen of problemen met de spuitmond. Hier is een voorbeeld van cirkellasersnijden. Als de instellingen niet juist zijn of de spuitmond niet is uitgelijnd, krijg je geen volledig rond product.
Grootte van de kerf
De kerf (je kunt het ook snijspleet noemen) bij lasersnijden wordt gevormd door het gedeeltelijk smelten van metaal na laserbestraling. De grootte van de snede is een weerspiegeling van de lasersnijkwaliteit. Als de snede te groot is, bewijst dit dat het laservermogen te groot is of de snijsnelheid te laag is, wat resulteert in overmatig smelten van het metaal.
Ruwheid
De ruwheid van de snijspleet kan worden gecontroleerd aan de hand van de diepte van de verticale lijnen die op het snijoppervlak zijn gevormd. Als de verticale lijnen duidelijk en diep zijn, betekent dit een hoge ruwheid en een slechte snijkwaliteit. Als de verticale lijnen erg ondiep zijn, betekent dit een lage ruwheid en een goede snijkwaliteit.
taps
De taper is de hoek van de bovenkant naar de onderkant van de lasersnijgleuf. Wanneer de lasersnijparameters redelijk zijn ingesteld, is de tapsheid die wordt geproduceerd door lasersnijden van metalen platen binnen 10 mm extreem klein en kan worden genegeerd. Als u echter dikkere werkstukken moet snijden, zal de snijpositie van de laserstraal geleidelijk weg bewegen van de laserfocus en divergeren, waardoor de snijnaad groter wordt en een zekere tapsheid ontstaat. De taper kan binnen een redelijk bereik worden gecontroleerd. Maar als het te groot is, wordt het meestal veroorzaakt door onredelijke parameterinstellingen.
Bramen
Bramen weerspiegelen direct de lasersnijkwaliteit en het is ook een probleem dat vaak wordt aangetroffen bij verschillende metaallasersnijgelegenheden. Een normaal lasersnijproces heeft bijna geen bramen. Als er bramen op de snijkant zitten, betekent dit dat de lasersnijparameters niet correct zijn. Er zijn veel manieren om verschillende braamproblemen voor verschillende metalen op te lossen. En we zullen de gedetailleerde oplossingen in het laatste deel van het artikel delen.
Vervorming
Vervorming is ook een veelvoorkomend probleem in de metaalverwerkende industrie. En het komt meestal voor bij het snijden van dunne metalen platen of het uitvoeren van fijne bewerkingen op kleine metalen onderdelen. Als de lasersnijparameters onjuist zijn en de warmte van laserstraling te hoog is, zal dit het materiaal vervormen en thermische vervorming veroorzaken. Daarom moeten we voorkomen dat het materiaal oververhit en vervormt door het laservermogen, de voedingssnelheid en andere lasersnijparameters te regelen.
HAZ (Hittebeïnvloede Zone)
De lasersnijmachine bereikt het snijeffect door het materiaal te smelten of te verdampen. Ook het materiaal rond de snijspleet wordt door de laser verwarmd en verandert de moleculaire structuur. En het gebied waar de moleculaire structuur verandert als gevolg van laserbestraling, wordt HAZ (hitte-beïnvloede zone) genoemd. Lasersnijden veroorzaakt een bepaalde door warmte aangetaste zone, wat onvermijdelijk is. We kunnen echter passende maatregelen nemen om de omvang van de warmtebeïnvloede zone binnen een redelijk bereik te beheersen.
Realiseer kwaliteitscontrole voor lasersnijden vanuit 7 aspecten
In het vorige gedeelte hebben we geleerd hoe we de kwaliteit van lasersnijdende metalen kunnen controleren en evalueren. In het volgende deel nemen we u mee om de zeven belangrijkste factoren die van invloed zijn op de lasersnijkwaliteit te analyseren. U kunt van deze zeven aspecten uitgaan om een betere kwaliteitscontrole van lasersnijden te bereiken.
De factoren die de lasersnijkwaliteit beïnvloeden zijn voornamelijk de laserbron, laservermogen, lasersnijsnelheid, laserfocus, hulpgas, gasdruk en mondstuk.
laser Source
De laserbron is de energiebron van een lasersnijmachine. En de kwaliteit van de laserbron zal tot op zekere hoogte de uiteindelijke lasersnijkwaliteit beïnvloeden. Op dit moment zijn er veel betrouwbare laserbronmerken op de markt, zoals IPG, Raycus, Max, JPT, enzovoort. Wanneer u een lasersnijmachine kiest, moet u een laserbron kiezen met stabiele prestaties en een lange levensduur om de lasersnijkwaliteit beter te beheersen.
Laservermogen
Het laservermogen vertegenwoordigt de snijcapaciteit van een lasersnijmachine. Een groter laservermogen betekent een sterkere snijkracht. Verschillende soorten materialen hebben verschillende laservermogens nodig. Bovendien is het laservermogen dat geschikt is voor verschillende diktes van hetzelfde metaalmateriaal ook verschillend. Ongeschikt laservermogen zal de lasersnijkwaliteit negatief beïnvloeden. Als het laservermogen bijvoorbeeld te groot is, zal het snijoppervlak ruw zijn en bramen hebben. Als het laservermogen te klein is, kan de machine niet door het werkstuk snijden.
Lasersnijsnelheid
De snijsnelheid is een belangrijke parameter die samenwerkt met laservermogen om het snijproces te regelen. En het zal de uiteindelijke snijkwaliteit beïnvloeden. Als de snijsnelheid te hoog is, kan het werkstuk niet genoeg warmte krijgen om volledig door te snijden. Als de snijsnelheid te laag is, zal het werkstuk oververhit raken en zal de snijgleuf groot en ruw zijn.
Laserfocus
Het gefocusseerde punt van de laserstraal heeft de hoogste energiedichtheid. Hoe kleiner de lichtvlek, hoe beter het snijresultaat. De focuspositie van de laserstraal is direct van invloed op de lasersnijkwaliteit, inclusief de spleetgrootte, spleetruwheid en tapsheid. Alvorens een lasersnijmachine te bedienen, moeten gebruikers ervoor zorgen dat de laserstraal op de juiste positie wordt gericht. Voor lasersnijden van koolstofstaal bevindt de focuspositie zich op het oppervlak van het werkstuk en hoe dikker het werkstuk, hoe hoger de focuspositie. Voor lasersnijden van roestvrij staal bevindt de focuspositie zich onder het oppervlak van het werkstuk en hoe dikker het werkstuk, hoe lager de focuspositie.
hulpgas
Het hulpgas kan de laserstraal helpen om het werkstuk met een betere kwaliteit te snijden en tegelijkertijd de slak snel wegblazen. De veelgebruikte hulpgassen zijn zuurstof, stikstof en lucht. Zuurstof wordt voornamelijk gebruikt voor het verwerken van gereedschapsstaal, zacht staal en dik koolstofstaal. Stikstof wordt voornamelijk gebruikt voor het snijden van roestvrij staal, zacht staal en gegalvaniseerd staal. En de lucht wordt voornamelijk gebruikt voor het verwerken van aluminium. De zuiverheid van het hulpgas zal het uiteindelijke lasersnijresultaat beïnvloeden. De minimale zuiverheidseis van stikstofgas is bijvoorbeeld 99.5%.
Gas druk
De druk van het hulpgas zal het blaaseffect van de slak beïnvloeden en daarmee de uiteindelijke lasersnijkwaliteit. Verschillende metalen materialen hebben verschillende optimale gasdrukken nodig. Als de gasdruk te laag is, kan het gesmolten materiaal niet op tijd worden weggeblazen en blijft het aan de achterkant van de snijkant plakken. Als de gasdruk te hoog is, zal dit het snijvermogen van de laserstraal verzwakken, waardoor de snijspleet groter en ruwer wordt.
verstuiver
De functie van het mondstuk is om het injectiegebied van hulpgas te regelen om de lasersnijkwaliteit te regelen. De structuur, grootte en hoogte van het mondstuk hebben dus invloed op de uiteindelijke snijkwaliteit. Als het mondstuk gedeeltelijk beschadigd is, zal dit een ongelijkmatige luchtstroom veroorzaken en de snijkwaliteit negatief beïnvloeden. Verschillende snijdiktes zijn geschikt voor verschillende mondstukdiameters. Roestvrijstalen platen van 1-6 mm zijn bijvoorbeeld geschikt voor Φ1.2-mondstukken. En 6-10 mm roestvrijstalen platen zijn geschikt voor Φ2.0-mondstuk. Wat betreft de kwaliteitscontrole van lasersnijden, moeten gebruikers het mondstuk beschermen tegen botsingen, vervorming of gedeeltelijk smelten. Bovendien moet het mondstuk coaxiaal zijn met de laserstraal om de beste lasersnijkwaliteit te bereiken. Bovendien zal de afstand tussen het mondstuk en het werkstuk ook van invloed zijn op de lasersnijkwaliteit.
Problemen met lasersnijkwaliteit oplossen
Er zijn veel factoren die de lasersnijkwaliteit beïnvloeden, maar dit betekent niet dat het moeilijk is om een hoge lasersnijkwaliteit te verkrijgen. Gebruikers kunnen analyseren welke factoren de snijkwaliteit kunnen beïnvloeden volgens het verwerkingseffect om de parameters aan te passen. Vervolgens zullen we de veelvoorkomende lasersnijproblemen en oplossingen delen, zodat u uw kwaliteitsproblemen bij het lasersnijden op tijd kunt oplossen.
Roestvrij staal, gegalvaniseerd staal, aluminium en messing Problemen en oplossingen voor lasersnijden
|
Kwaliteitsproblemen bij lasersnijden |
Mogelijke redenen |
Oplossingen |
|
Er zijn kleine druppelvormige regelmatige bramen op de snijnaad |
1. De laserfocuspositie is te laag. 2. De snijsnelheid is te hoog. 3. Het laservermogen is te laag. |
1. Verhoog de laserfocuspositie. 2. Verlaag de snijsnelheid. 3. Verhoog het laservermogen. |
|
Er zijn lange onregelmatige bramen aan beide zijden van de snijnaad en er is verkleuring op het metalen oppervlak |
1. De snijsnelheid is te laag. 2. De laserfocuspositie is te hoog. 3. De luchtdruk is te laag. 4. Het materiaal is te heet. 5. Het transmissiesysteem is niet stabiel. |
1. Verhoog de snijsnelheid. 2. Verlaag de laserfocuspositie. 3. Verhoog de luchtdruk. 4. Koel het materiaal. 5. Controleer en stel het transmissiesysteem af. |
|
Er zijn lange onregelmatige bramen aan één kant van de snijnaad |
1. Het mondstuk is niet uitgelijnd. 2. De laserfocuspositie is te hoog. 3. De luchtdruk is te laag. 4. De snijsnelheid is te laag. 5. De middenpositie van de laserfocuslens is verschoven. 6. Het mondstuk is gedeeltelijk verstopt of beschadigd. 7. De lens is vervuild of beschadigd. |
1. Controleer en stel het mondstuk af. 2. Verlaag de laserfocuspositie. 3. Verhoog de luchtdruk. 4. Verhoog de snijsnelheid. 5. Controleer en pas de middenpositie van de laserfocuslens aan. 6. Reinig of vervang het mondstuk. 7. Reinig of vervang de lens. |
|
Het gesmolten materiaal wordt afgevoerd vanaf de bovenzijde van het materiaal |
1. Het laservermogen is te laag. 2. De snijsnelheid is te hoog. 3. De luchtdruk is te hoog. |
1. Verhoog het laservermogen. 2. Verlaag de snijsnelheid. 3. Verlaag de luchtdruk. Opmerking: Controleer of de laserfocuslens beschadigd is of niet, en vervang deze indien nodig door een nieuwe. |
|
De snijkant wordt geel |
1. Het hulpgas is niet zuiver. 2. Er zitten wat zuurstofgassen of lucht in de luchtslang. |
1. Controleer de zuiverheid van stikstof, gebruik stikstofgas met een hoge zuiverheid. 2. Verhoog de vertraging om de luchtslang te reinigen. |
|
De snijnaad is ruw |
1. Het mondstuk is beschadigd. 2. De lens is vervuild. |
1. Controleer of vervang het mondstuk. 2. Reinig of vervang de lens. |
Problemen en oplossingen voor lasersnijden van koolstofstaal
|
Kwaliteitsproblemen bij lasersnijden |
Mogelijke redenen |
Oplossingen |
|
Bij het snijden van een ronde vorm is het voltooide werkstuk niet rond |
1. De middenpositie van de lens is niet correct. 2. Het mondstuk is verstopt of beschadigd. 3. Het laserpad is niet correct. |
1. Controleer en pas de middenpositie van de lens aan. 2. Controleer of vervang het mondstuk. 3. Controleer en pas het laserpad aan. |
|
Het afgewerkte werkstuk heeft een opening op de snij-introductiepositie; |
1. Het piercingproces duurt te lang. 2. De hitte is te hoog tijdens het snijden. |
1. Verkort de piercingtijd. 2. Verminder de inschakelduur en koel het materiaal.
|
|
De tractielijn aan de onderkant is verschoven en de onderste snijgleuf is breder |
1. De snijsnelheid is te hoog. 2. Het laservermogen is te laag. 3. De luchtdruk is te laag. 4. De laserfocuspositie is te hoog. |
1. Verlaag de snijsnelheid. 2. Verhoog het laservermogen. 3. Verhoog de luchtdruk. 4. Verlaag de laserfocuspositie. |
|
Er zijn druppelvormige bramen die lijken op slakken en die gemakkelijk te verwijderen zijn |
1. De snijsnelheid is te hoog. 2. De luchtdruk is te laag. 3. De laserfocuspositie is te hoog. |
1. Verlaag de snijsnelheid. 2. Verhoog de luchtdruk. 3. Verlaag de laserfocuspositie. |
|
De bramen zijn verbonden en kunnen als een geheel worden verwijderd |
De laserfocuspositie is te hoog. |
Verlaag de laserfocuspositie. |
|
De bramen aan de onderkant van de snijnaad zijn moeilijk te verwijderen |
1. De snijsnelheid is te hoog. 2. De luchtdruk is te laag. 3. Het hulpgas is niet zuiver. 4. De laserfocuspositie is te hoog. |
1. Verlaag de snijsnelheid. 2. Verhoog de luchtdruk. 3. Gebruik het hulpgas met een hogere zuiverheid. 4. Verlaag de laserfocuspositie. |
|
Er zijn bramen aan één kant van de snijnaad |
1. De middenpositie van het mondstuk is niet correct. 2. Het mondstuk is beschadigd. |
1. Controleer en stel de middenpositie van het mondstuk af. 2. Controleer of vervang het mondstuk. |
|
De snijkant is niet precies |
1. De luchtdruk is te hoog. 2. Het mondstuk is beschadigd. 3. De diameter van het mondstuk is te groot. |
1. Verlaag de luchtdruk. 2. Controleer of vervang het mondstuk. 3. Installeer een mondstuk met de juiste diameter. |
|
De textuur op het snijwerk is erg ruw |
1. De laserfocuspositie is te hoog. 2. De luchtdruk is te hoog. 3. De snijsnelheid is te laag. 4. Het materiaal is te heet. |
1. Verlaag de laserfocuspositie. 2. Verlaag de luchtdruk. 3. Verhoog de snijsnelheid. 4. Koel het materiaal. |
|
Het gesmolten materiaal wordt afgevoerd vanaf de bovenzijde van het materiaal |
1. Het laservermogen is te laag. 2. De snijsnelheid is te hoog. |
1. Verhoog het laservermogen. 2. Verlaag de snijsnelheid. Opmerking: Controleer of de laserfocuslens beschadigd is. En vervang indien nodig door een nieuwe. |
|
Er zijn abnormale vonken tijdens het snijden |
1. De draad bij de verbinding tussen de nozzle en de laserkop is los. 2. Het mondstuk is beschadigd. 3. De luchtdruk is te laag. |
1. Trek de draad aan. 2. Controleer of vervang het mondstuk. 3. Verhoog de luchtdruk.
|
|
De laser kan niet door het materiaal snijden |
1. Het laservermogen is te laag. 2. De snijsnelheid is te hoog. 3. De laserfocuspositie is te laag. 4. De diameter van het mondstuk komt niet overeen met de snijdikte van het metaal. |
1. Verhoog het laservermogen. 2. Verlaag de snijsnelheid. 3. Verhoog de laserfocuspositie. 4. Controleer en vervang het mondstuk. |
|
De laserstraal heeft pauzes |
1. De snijsnelheid is te hoog. 2. Het laservermogen is te laag. 3. De laserfocuspositie is te laag. |
1. Verlaag de snijsnelheid. 2. Verhoog het laservermogen. 3. Verhoog de laserfocuspositie. |
Tot slot
De kwaliteit van lasersnijden wordt door veel factoren beïnvloed. Allereerst zullen onjuiste parameterinstellingen het snijresultaat beïnvloeden, zoals laservermogen, snijsnelheid, luchtdruk, enz. Bovendien zullen er soms problemen zijn, zelfs als de parameters correct zijn ingesteld. En dit komt meestal omdat de gaszuiverheid niet voldoende is, of de sproeier en lens vervuild of beschadigd zijn. Daarom moeten gebruikers het mondstuk controleren voordat ze gaan snijden, of de laserkop goed werkt en vervolgens de juiste parameters instellen. Analyseer vervolgens de oorzaken op basis van het specifieke lasersnij-effect, pas parameters aan en controleer machineonderdelen om de beste lasersnijkwaliteit te bereiken.